目 录
第1章 前 言
1.1项目来源
1.2目的任务
1.3技术路线及指标
1.4参加单位
1.5完成情况
第2章矿石性质
2.1矿石性质
2.2矿石特征
2.2.1矿石矿物成分
2.2.2主要矿物的嵌布特征:
2.2.3矿石的结构构造
2.3矿石类型
2.4原矿多项分析
第3章设计流程及配置
3.1 设计依据
3.2 设计方案
第4章工业调试
4.1开车前的准备工作及清水试车
4.2浮选药剂
4.3带料运转调试
4.4设备及流程改造
4.5选矿工艺流程考查
4.5.2取样及检测制度
4.5.3生产工艺流程及考查结果
4.5.4问题分析及建议
第5章综合评价
5.1磷浮选技术经济评价
5.2回收中低品位磷资源对国家、行业和企业的意义
第6章结 论
附件一:中化地质矿山总局中心实验室《检测报告》
附件二:《试验研究报告评审意见书》
第1章 前 言
1.1项目来源
受湖北省南漳龙蟒磷制品有限责任公司的委托,中化地质矿山总局地质研究院承担了该公司湖北省南漳县红星磷矿选矿厂工业生产调试任务。
1.2目的任务
试验目的:采用反浮选工艺回收磷矿物,合理利用矿产资源,为该选矿厂的正常生产提供技术依据。
调试内容及要求:进行设备设施的运转考察,提出修改意见,完成清水试运行;进行选厂调试和进行流程考查,确定合理的生产工艺条件并达到稳定运转,同时培训生产工人。
合同指标:原矿品位P2O5≥23%,磷精矿品位P2O530.5%、MgO<1.5%,磷精矿回收率88%。
1.3技术路线及指标
该选厂设计处理能力为500t/d原矿。设计工艺流程为:一段闭路磨矿,磨细度-200目含量70%±;一次粗选二次精选,中矿(三个泡沫产品)集中进行一次扫选,扫选精矿返回到粗选的常温反浮选流程。
采用硫酸作抑制剂,稳运转72小时流程考查指标为:原矿品位P2O523.97%,磨矿细度-200目65.8%,精矿产率68.67%,精矿品位P2O531.27%、MgO2.43%,精矿回收率89.58%。
采用磷酸作抑制剂,稳运转12小时流程考查指标为:原矿品位P2O525.90%,磨矿细度-200目58.8%,精矿产率72.08%,精矿品位P2O533.82%、MgO<1.80%,精矿回收率94.13%。
采用硫酸抑制剂,工业调试稳定运转期间,5月22日至6月11日的生产指标为:原矿品位P2O524.34%,磨矿细度-200目67.46%,精矿产率69.50%,精矿品位P2O532.02%、MgO2.17%,回收率91.43%。
1.4参加单位
调试参加单位为中化地质矿山总局地质研究院、中国寰球工程公司华北规划设计院、湖北省南漳龙蟒磷制品有限责任公司。技术负责单位为中化地质矿山总局地质研究院。
1.5完成情况
工业调试工作从2006年5月12日开始,于2006年6月11日完成。调试后的设备配置基本合理,工艺流程、药剂制度均简单可行,生产操作稳定,选矿生产技术指标好。调试工作基本完成了合同要求。
第2章 矿石性质
2.1矿石性质
湖北省南漳红星磷矿为沉积型磷块岩矿床。磷矿石为灰、灰黑、黄褐等颜色,磷酸盐矿物以胶状磷灰石为主(俗称胶磷矿),及少量纤维状微晶磷灰石。胶磷灰石集合体粒度主要分布在0.02~2mm之间,胶磷矿颗粒中常混杂有颗粒极细的粘土矿物、碳酸盐矿物、铁质、碳质物、有机质等。
白云石是磷块岩中主要脉石矿物,以碳酸盐碎屑的胶结物出现,少量呈细分散状分布于胶状磷灰石集合体中。
粘土矿物以碎屑物出现,或呈细分散状分布于胶磷灰石集合体中。
铁质在磷块岩中呈斑点状、星散状嵌布,或与粘土矿物呈纹层相间,或填充于矿石裂隙中,构成细脉充填构造。
2.2矿石特征
2.2.1矿石矿物成分
表1 原矿物质组成(%)
|
矿物 |
胶磷灰石、微晶磷灰石 |
白云石 |
方解石 |
高岭石、伊利石 |
石英 |
铁质 |
|
含量 |
58.31 |
27.54 |
2 |
8.65 |
1 |
1.53 |
资料来源:《湖北省南漳县红星磷矿岩矿物质组分鉴定报告》
2.2.2主要矿物的嵌布特征:
胶磷灰石为浅褐色、棕色灰白色。集合体形态多呈凝胶状、砂屑状、团块状、角砾状。少数呈团粒状,常混杂有颗粒极细的粘土矿物、碳酸盐矿物、铁质、碳质、有机质,嵌布特征以块状、条带状、纹层状为主,是本矿区最重要的含磷矿物之一。
微晶磷灰石系早期凝胶状磷灰石重结晶的产物,结晶程度低,属隐晶质细粒集合体。嵌布特征,集合体以块状、碎屑状为主。
晶质磷灰石(淀晶磷灰石)集合体呈纤维状、粒状。嵌布特征为环绕磷酸盐碎屑呈皮壳状、碎屑状或为淀晶胶结物。
白云石系矿石中最主要的脉石矿物。在磷块岩中以裂隙充填物和磷酸盐碎屑的胶结物形式存在,或呈碳酸盐碎屑被磷质胶结。或呈分散状分布于胶体磷酸盐中。
粘土矿物系矿石中常见的主要脉石矿物,与磷酸盐属共生关系。多为隐晶质细粒集合体。在磷矿石中常为碎屑状、细分散状、或与磷酸盐构成纹层分布。
2.2.3矿石的结构构造
矿石结构为胶状结构、微晶结构、碎屑结构、压碎结构。
矿石构造为角砾状构造、纹层状、条带状构造、致密块状构造。
2.3矿石类型
按矿石的结构、构造划分,自然类型以角砾状磷块岩为主,其次为白云质磷块岩、致密状磷块岩和泥质条带状磷块岩。
矿石工业类型主要为钙(镁)质磷矿和硅钙(镁)质磷矿两种类型。主要由角砾状磷块岩、白云质磷块岩、致密块状磷块岩等组成。
2.4原矿多项分析
原矿多项分析结果见表2。
表2 原矿多项分析结果(%)
|
项目 |
P2O5 |
Fe2O3 |
SiO2 |
CaO |
MgO |
Al2O3 |
K2O |
|
含量 |
24.50 |
1.02 |
4.76 |
42.47 |
6.31 |
2.15 |
0.61 |
|
项目 |
Na2O |
CO2 |
F |
TC |
As(×10-6) |
H·P | |
|
含量 |
0.12 |
13.88 |
2.54 |
3.81 |
20.67 |
6.14 | |
注:中化地质矿山总局中心实验室分析。
第3章 设计流程及配置
3.1设计依据
中化地质矿山总局地质研究院于2002年完成了该矿选矿试验研究,根据其矿石性质,确定了采用反浮选工艺回收磷矿物的选矿方案。
试验确定的选矿工艺路线为:一次粗选,二次精选,中矿集中进行一次扫选,扫选精矿返回到粗选的反浮选工艺流程。
实验室闭路流程试验指标为:磨矿细度-200目含量70%,原矿品位P2O523.90%,磷精矿品位P2O531.69%、含MgO1.21%,磷精矿回收率86.96%。
3.2 设计方案
湖北省南漳县红星磷矿选矿厂设计处理能力为500t/d原矿。设计工艺流程:破碎流程为二段一闭路;磨矿流程为一段闭路,磨矿细度-200目含量70%±;浮选流程为一次粗选二次精选、中矿(三个泡沫产品)集中进行一次扫选,扫选精矿返回到粗选的常温反浮选。
设计工艺流程见图1,设备配置见图2。

图1 湖北省南漳县红星磷矿选矿厂工艺流程图
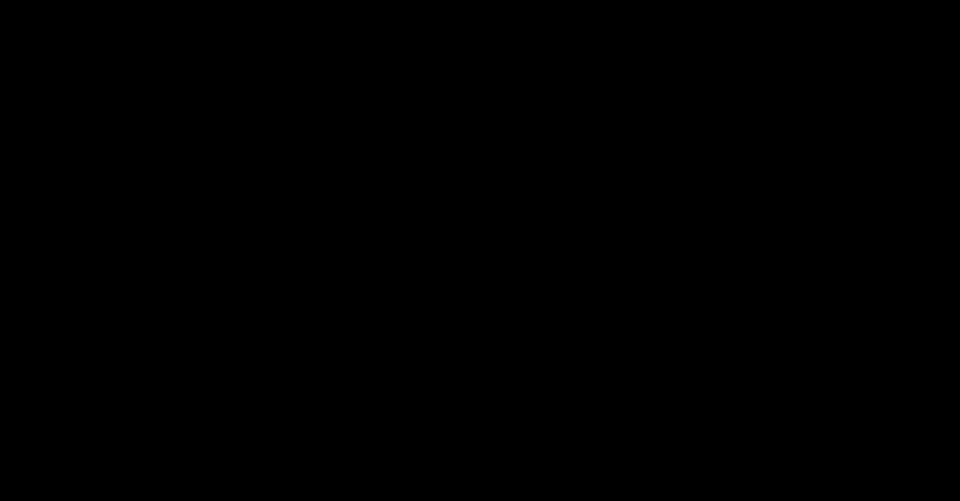
图2 湖北省南漳县红星磷矿选矿厂设备联系图
主要设备型号及规格见表3。
表3 主要设备明细表
|
序 号 |
设备名称 |
规格型号 |
台 数 |
电机容量 (KW) |
制造单位 |
备注 |
|
1 |
PE400×600 |
1 |
30 |
沈阳重型机械公司 |
||
|
2 |
皮带运输机 |
B=750mmL=36.95m |
1 |
|||
|
3 |
YA-1530 |
1 |
11 |
鹤壁市通用机械公司 |
||
|
4 |
皮带运输机 |
B=650mmL=31.75m |
1 |
|||
|
5 |
PYZφ1200 |
1 |
110 |
沈阳重型机械公司 |
||
|
6 |
皮带运输机 |
B=650mmL=11m |
1 |
|||
|
7 |
皮带运输机 |
B=650mmL=23m |
1 |
|||
|
8 |
MQ-2736 |
1 |
400 |
广西南宁重型机械厂 |
||
|
9 |
分级机 |
2FG-24 |
1 |
30 |
||
|
10 |
原矿浆池 |
φ6000×2500 |
1 |
11 |
||
|
11 |
矿浆泵 |
2 |
11 |
|||
|
12 |
搅拌桶 |
BCFφ2000×2000 |
2 |
15 |
江苏溧阳保龙机电公司 |
|
|
13 |
XCF-4 |
4 |
15 |
江苏溧阳保龙机电公司 |
||
|
KYF-4 |
12 |
11 | ||||
|
14 |
搅拌桶 |
φ2000×1500 |
2 |
2.2 |
配药 | |
|
15 |
泵 |
ZPN |
2 |
5.5 |
药剂输送 | |
|
16 |
鼓风机 |
HTD35-12 |
2 |
15 |
湖北省双剑鼓风机公司 |
备用1台 |
|
17 |
搅拌槽 |
1 |
11 |
|||
|
18 |
Y180M-4 |
2 |
18.5 |
襄樊世阳电机有限公司 |
||
|
19 |
NT-24 |
1 |
5.5×2 |
|||
|
20 |
砂泵 |
ZPN |
1 |
18.5 |
||
|
21 |
Y200L-4 |
2 |
30 |
衡水电机股份有限公司 |
备1台 | |
|
22 |
压滤机 |
XMG100/1000-U |
4 |
第4章 工业调试
4.1开车前的准备工作及清水试车
2006年5月12日进行开车前的准备工作,对每台设备单机试运转,考察设备设施的联动运转,进行清水试车,提出修改意见。培训生产工人。
5月15日完成清水试运行,打通了清水流程。
4.2浮选药剂
根据中化地质矿山总局地质研究院实验室选矿试验确定的选矿方案,该磷矿为常温反浮选,工艺流程和药剂制度较为简单。浮选中仅添加了磷矿物抑制剂和碳酸盐矿物捕收剂。磷酸是磷矿的有效抑制剂,但由于其价格高、用量大,使得选矿成本过高。生产调试中采用价格低廉的硫酸替代磷酸做抑制剂(用磷酸仅做了短时间的试验),采用K-01为碳酸盐矿物捕收剂。
硫酸——工业品,使用浓度为10%,南漳龙蟒磷制品有限责任公司生产。
磷酸——工业品,使用浓度为10%,产地为当地。
K-01——工业品,使用浓度为10%,由中化地质矿山总局地质研究院研制生产。
4.3带料运转调试
5月15日开始带矿试运行,主要考查磨矿机的处理能力、确定合理的钢球添加制度;考察各作业,尤其是浮选作业设备运转及流程畅通情况。
在试运转期间,对设备配置、联接及时进行了改造,并确定了合理的磨矿机加球制度和浮选药剂制度,取得了较好的试运转浮选效果。5月22日开始稳运转生产调试流程考查。
4.4设备及流程改造
根据试运转中发现的问题,对设备连接配置进行了合理的改造,更改了部分加药点。
考查时发现,输送精选Ⅰ精矿的管道坡度小、输送能力明显不够,经常积矿、堵塞,生产中不得不加大冲水量,造成矿浆量不稳定、精选效果不佳、精矿回收率低、工人劳动强度大。为了改善此环节,在现有的条件基础上,增加输送管路的坡度,将精选Ⅱ的吸浆管进口由中间室改至吸浆浮选槽,选别效果明显好转。
4.5选矿工艺流程考查
4.5.1磨矿机装球量及钢球耗损指标
表4 磨矿机装球量及钢球耗损指标
|
钢球直径 (mm) |
装球重量 (t) |
比 例 (%) |
钢球消耗量 (㎏/t) |
钢球充填率(%) |
|
80 |
8 |
16.43 |
1.39 |
39.3 |
|
70 |
9 |
18.48 | ||
|
60 |
15.1 |
31.01 | ||
|
50 |
16.6 |
34.08 | ||
|
合 计 |
48.7 |
100.00 |
4.5.2取样及检测制度
流程打通稳定运转后,进行了工艺流程考查,主要考查项目为:原矿、磨矿机排矿、分级机溢流、分级机返砂、浮选各作业的精矿和尾矿。调试取样流程见图3。
流程考查每一小时取样一次,8次合并为一个班样。稳定运转期间,采取精、尾矿水作水质分析。稳定运转期间,每半小时检测一次浮选加药量。
4.5.3生产工艺流程及考查结果
通过设备改造和工艺流程优化等工业调试,确定了合理的选矿工艺流程和浮选药剂制度。稳定运转后,分两个阶段进行了流程考查。第一阶段,主要目的是考查设备的能力和配置,从中发现问题并提出改进方案。第二阶段,考查药剂制度,确定优化后的设备配置、生产工艺流程和药剂制度。
流程通畅和稳定后,5月22日至6月11日,分别进行了不同磨矿细度、降低药剂用量、改变抑制调整剂种类等项试验。考查结果如下:
a.根据实验室小试结果和设计指标,磨矿细度要求-200目含量70%±,实际生产中磨矿细度在-200目含量65%±,当磨矿细度达到-200目含量65%以上时,磷精矿品位可以达到P2O532%以上,MgO含量小于2.4%,精矿回收率达91.5%以上。
b.磨矿细度放粗后,磨矿细度-200目含量60%以下时,磷精矿品位基本能保证P2O530.5%以上,而此时精矿中的MgO含量较高,为3%±。
c.采用低抑制剂、低捕收剂用量的选矿方案,药剂用量降低后,磷精矿品位P2O5低于30%,MgO含量高达3.8%以上。
d.为了降低精矿中MgO的含量,进行了硫酸︰磷酸=1︰1的混合酸试验,试验结果表明,使用混合酸时,虽然选矿指标和浮选现象均有所好转,效果并不显著,但捕收剂用量可以由3.19㎏/t降至2.54㎏/t原矿。
e.采用磷酸作抑制剂时,当磨矿细度达到-200目含量占58.8%时,磷精矿品位P2O5高达33%以上。由于试磷酸的时间比较短,更主要的是磨矿细度控制的太粗,因此精矿中的MgO含量没有降到<1.5%。增加磨矿细度,进行较长时间的试验,精矿中的MgO含量还是有可能降至<1.5%。
工艺流程调试的选矿技术指标表明,该磷矿在磨矿细度-200目含量大于70%以上时,得到的精矿质量较好;当磨矿细度较粗时,精矿中MgO的含量偏高。精矿筛析结果(见表6)表明:-100+200目部分产品中MgO含量为2.69%、+100目部分产品中MgO含量为5.50%,充分说明了精矿中MgO含量高是由于单体解离度不够所致。
生产工艺及条件流程见图4、图5、图6,数质量流程见图7、图8、图9,矿浆流程见图10、选矿技术指标见表5,精矿筛析结果见表6,精矿化学分析结果见表7。
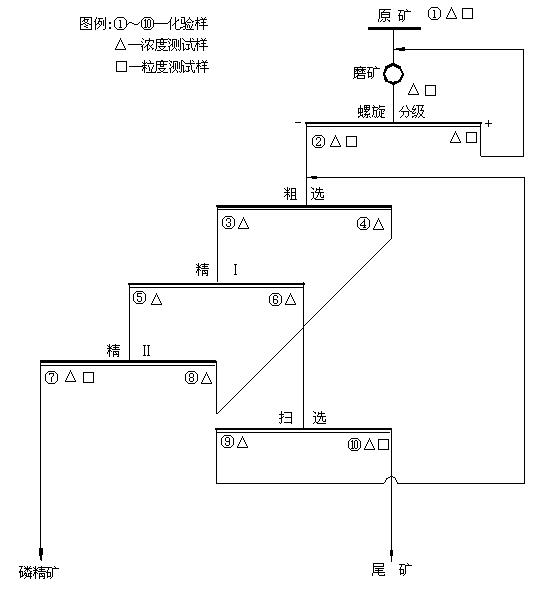
图3 工业调试取样流程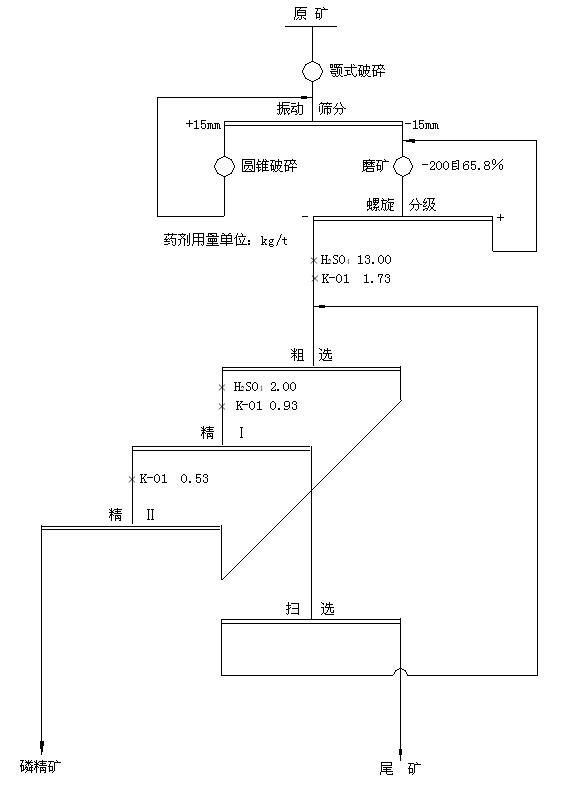
图4 硫酸抑制剂工艺流程

图5 混合酸抑制剂工艺流程
图6 磷酸抑制剂工艺流程

图7 硫酸抑制剂数质量流程
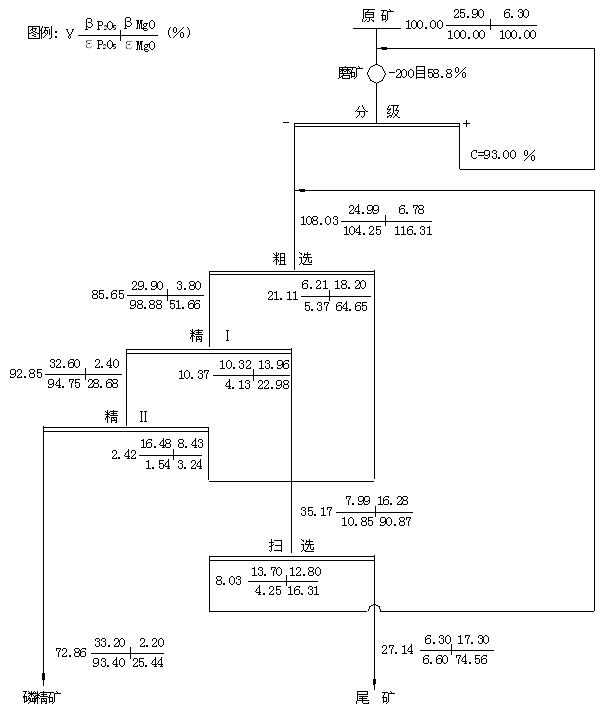
图8 混合酸抑制剂数质量流程
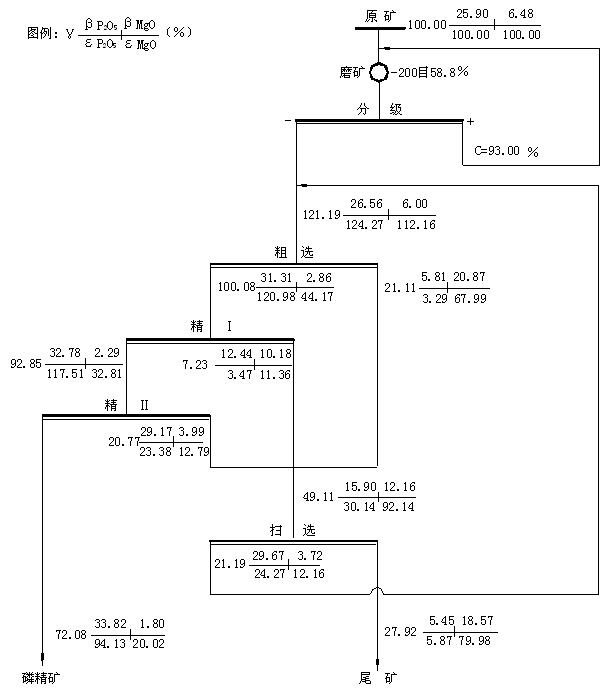
图9 磷酸抑制剂数质量流程

图10 生产考查矿浆流程
表5 生产调试选矿技术指标汇总
|
产品 名称 |
产率 (%) |
品 位(%) |
回收率(%) |
磨矿细度 (-200目%) |
药剂用量 (㎏/t原矿) | ||
|
P2O5 |
MgO |
P2O5 |
MgO | ||||
|
精矿 |
69.50 |
32.02 |
2.31 |
91.43 |
24.50 |
64~70 |
硫酸:15 K-01:3.19 |
|
尾矿 |
30.50 |
6.84 |
16.19 |
8.57 |
75.50 | ||
|
原矿 |
100.00 |
24.34 |
6.54 |
100.00 |
100.00 | ||
|
精矿 |
68.67 |
31.27 |
2.43 |
89.58 |
24.43 |
65.8 |
硫酸:15 K-01:3.19 |
|
尾矿 |
31.33 |
7.97 |
15.43 |
10.42 |
75.57 | ||
|
原矿 |
100.00 |
23.97 |
6.83 |
100.00 |
100.00 | ||
|
精矿 |
72.41 |
31.48 |
2.95 |
92.62 |
32.63 |
55~56 |
硫酸:15 K-01:3.19 |
|
尾矿 |
27.59 |
6.54 |
15.97 |
7.38 |
67.37 | ||
|
原矿 |
100.00 |
24.61 |
6.54 |
100.00 |
100.00 | ||
|
精矿 |
77.57 |
29.78 |
3.35 |
94.76 |
41.06 |
65.8 |
硫酸:10.5 K-01:2.1 |
|
尾矿 |
22.43 |
5.70 |
16.66 |
5.24 |
58.94 | ||
|
原矿 |
100.00 |
24.38 |
6.34 |
100.00 |
100.00 | ||
|
精矿 |
72.08 |
33.82 |
1.80 |
94.13 |
20.02 |
58.8 |
磷酸:10 K-01:2.46 |
|
尾矿 |
27.92 |
5.45 |
18.57 |
5.87 |
79.98 | ||
|
原矿 |
100.00 |
25.90 |
6.48 |
100.00 |
100.00 | ||
|
精矿 |
72.86 |
33.20 |
2.20 |
93.40 |
25.44 |
58.8 |
混酸1:112 K-01:2.54 |
|
尾矿 |
27.14 |
6.30 |
17.30 |
6.60 |
74.56 | ||
|
原矿 |
100.00 |
25.90 |
6.30 |
100.00 |
100.00 | ||
表6 磷精矿筛析结果
|
粒 级 |
产率 (%) |
品 位(%) |
分布率(%) | |||
|
㎜ |
网目 |
P2O5 |
MgO |
P2O5 |
MgO | |
|
+0.15 |
+100 |
17.19 |
26.68 |
5.50 |
14.55 |
41.25 |
|
-0.15+0.074 |
-100+200 |
31.64 |
31.56 |
2.69 |
31.69 |
37.15 |
|
-0.074+0.045 |
-200+320 |
15.04 |
34.32 |
1.01 |
16.38 |
6.63 |
|
-0.045+0.020 |
-320+500 |
13.67 |
35.03 |
0.69 |
15.19 |
4.10 |
|
-0.020 |
-500 |
22.46 |
31.13 |
1.11 |
22.19 |
10.87 |
|
合 计 |
100.00 |
31.52 |
2.29 |
100.00 |
100.00 | |
表7 精矿多项分析结果(%)
|
项目 |
P2O5 |
Fe2O3 |
SiO2 |
CaO |
MgO |
Al2O3 |
K2O |
|
含量 |
32.66 |
1.04 |
4.88 |
46.08 |
2.34 |
2.22 |
0.64 |
|
项目 |
Na2O |
CO2 |
F |
TC |
As(×10-6) |
H·P | |
|
含量 |
0.15 |
5.77 |
3.34 |
1.55 |
20.33 |
6.48 | |
注:中化地质矿山总局中心实验室分析。
4.5.4问题分析及建议
a..生产调试期间,磨矿机前无给矿设备和计量装置,原矿给入量不稳定,造成磨矿浓度不易控制和分级机溢流细度波动较大,给浮选操作带来一些不稳定的因素。建议改进磨矿机给矿方式,提高其精确性。
b.流程考查表明,用硫酸做抑制剂,采用反浮选工艺流程选别该磷矿石,可以得到较好的选矿技术指标。该矿石的可选性较好,磷精矿品位比较容易达到P2O530.5%以上。但是碳酸盐脉石矿物白云石在磷块岩中以裂隙充填物和磷酸盐碎屑的胶结物形式存在,或呈碳酸盐碎屑被磷质胶结。或呈分散状分布于胶体磷酸盐中。因此,在磨矿细度较粗时,二者之间的单体解离度不够,使得磷精中MgO的含量较高。磷精矿筛析结果表明:-0.15+0.074㎜粒级的产品中P2O531.56%、含MgO2.69%,+0.15㎜粒级的产品中P2O5仅26.68%、而MgO含量高达5.50%。在这两个产品中MgO的分布率约占80%,充分说明二者之间的单体解离不够,有较多的连生体存在。因此,建议生产中的磨矿细度最好控制在75%以上。
c.流程考查中发现粗选尾矿中的P2O5品位大多数都较扫选尾矿低,而其中的MgO含量都高于或接近于扫选尾矿。这一产品到扫选作业,不仅仅加大了扫选的处理量,更重要的是流程考查时发现,扫选精矿中的MgO含量高达11%左右,这部分产品返回粗选后,降低了粗选作业矿石品质,使应该早弃的产品在选矿过程中过多时间的停留,不利于MgO的即时排出。建议改造流程结构,将粗选尾矿直接作为尾矿处理。
d.使用磷酸作抑制剂的试验时间太短,加之试验期间磨矿细度偏粗,不利于精矿中的MgO脱除,建议采用磷酸作抑制剂,作较长时间的选矿生产试验,以得到MgO含量较低的磷精矿产品。同时作制酸评价试验,以确定最佳的选矿药剂制度和制酸时较经济的磷精矿产品。
第5章 综合评价
5.1磷浮选技术经济评价
根据生产指标和流程考查结果,进行了磨浮选车间精矿选矿成本估算,结果见表8。
表8 磨浮选车间精矿成本核算
|
项 目 |
单位 |
单价 (元) |
单 耗 |
单位成本 (元/t精矿) | ||
|
用硫酸 |
用磷酸 |
用硫酸 |
用磷酸 | |||
|
一、原矿 |
t |
80.00 |
1.50 |
1.50 |
120.00 |
120.00 |
|
二、辅助材料 |
||||||
|
1.钢球 |
kg |
6.00 |
1.20 |
1.20 |
7.20 |
7.20 |
|
2.衬板 |
kg |
6.25 |
0.45 |
0.45 |
2.81 |
2.81 |
|
3.油脂 |
kg |
9.87 |
0.39 |
0.39 |
3.85 |
3.85 |
|
三、药剂 |
||||||
|
1.硫酸 |
kg |
0.38 |
22.50 |
8.55 |
||
|
2.磷酸 |
3.40 |
15.00 |
51.00 | |||
|
3.捕收剂 |
kg |
4.50 |
4.79 |
3.69 |
21.55 |
16.61 |
|
四、生产用水、电 |
||||||
|
1.水 |
M3 |
0.20 |
6.75 |
6.00 |
1.35 |
1.20 |
|
2.电 |
kW·h |
0.50 |
80.00 |
80.00 |
40.00 |
40.00 |
|
五、工资及附加费 |
12.00 |
12.00 | ||||
|
六、企业管理费 |
15.00 |
15.00 | ||||
|
七、维修及大修费 |
15.00 |
15.00 | ||||
|
合 计 |
247.31 |
284.67 | ||||
注:浮选作业选矿比为:1.50
按设计处理能力500t原矿/d,年生产300天计算,新建的磷选矿厂可年产磷精矿粉10万t,其价格以400元/t计算,年新增产值约4000万元,为企业年新增利润约1000万元。按该磷矿选厂建设总投资2500万元核算,2.5年即可回收全部投资。
同时,还可以为当地安排剩余劳动力,解决贫困地区人员就业问题。社会效益和经济效益都很显著。
5.2回收中低品位磷资源对国家、行业和企业的意义
我国磷矿资源可持续发展战略是:立足国内,矿肥结合;加强找矿,寻找富矿;整顿秩序,保护资源;有出有进,提高效益;依靠科技,合理利用。
磷资源问题是磷肥工业面临的最大问题。据统计,我国磷资源经济储量仅有5亿吨,不到十年,作为农业基础的磷矿资源将制约我国国民经济的高速发展。因此开发中低品位磷资源对行业具有决定性意义,有利于我国磷肥工业及磷化工的持续生产和发展。
我国磷资源虽然丰富,但矿石质量差。其特点是:富矿少,中低品位多;难选矿多,易选矿少。我国磷资源大部分是难选的中低品位沉积磷块岩,MgO含量普遍高,磷矿物与脉石矿物紧密共生,嵌布粒度细,一般需细磨到-200目占90%以上才能基本单体解离,采用浮选法才能获得较好的选别效果,选矿成本较高。资源利用率低,中低品位资源大量堆积,造成资源浪费和环境污染,生态破坏严重。因此,加强中低品位胶磷矿选矿加工,充分合理利用中低品位磷矿,对我国磷矿资源可持续发展具有深远意义
近年来,中化地质矿山总局地质研究院,从我国磷矿资源可持续发展战略出发,为提高资源利用率,在中低品位磷矿的选矿领域取得了突破性的成果,通过新型捕收剂的应用,解决了该类矿石选矿中必须矿浆加温(40℃左右)、磨矿细度高等造成选矿成本高的难题,而且获得的选矿指标好,所研制的浮选捕收剂无毒、无污染,具有良好的生物降解性能。
该矿工业调试稳定运转流程考查指标为:原矿品位P2O523.97%、MgO6.83%,磷精矿品位P2O531.27%、MgO2.43%,磷精矿回收率89.58%。
该工业生产采用常温反浮选工艺回收磷矿物,浮选矿浆不需要加温。该工艺的成功,不仅节约了能源、降低了能耗,而且还由于减少了烧锅炉产生的烟气,降低了空气污染程度,符合国家环境保护的政策和方针。
生产中采用的K-01捕收剂,为我院近年来研制生产的新型高效的磷块岩捕收剂,该药剂不仅无毒、无污染,而且还有很好的生物降解性能,有利于环境保护。采用该捕收剂,矿浆不需加温,实现了常温浮选。选矿试验和生产调试所确定的浮选工艺既节能又环保。
生产中排出的废水全部回收利用,为无废水排出工艺,既减少了选矿厂用水的需求量,又不会造成环境污染。
为了检验浮选药剂对水质的影响,分别采取了选矿工业生产中所产生的浮选精、尾矿水,进行了水质分析,分析结果见表9。
表9 精、尾矿水水质分析结果(㎎/L)
|
项目 |
pH |
溶解性 固形物 |
总硬度 |
PO43- |
COD |
F |
SO42- |
C |
|
含量 |
5.33 |
52 |
4292 |
648 |
34.97 |
11.13 |
4020 |
16.77 |
|
项目 |
石油类 |
Hg |
Zn |
Pb |
Cd |
Cu |
Cr |
CO32- |
|
含量 |
0.045 |
0.00 |
2.67 |
0.0062 |
0.047 |
0.014 |
0.018 |
0.00 |
注:由中化地质矿山总局中心实验室分析
表9水质分析结果表明:浮选精、尾矿水中的COD含量较低,说明了捕收剂的生物降解性能良好,不会对环境造成污染。
综上所述,湖北省南漳红星磷矿采用浮选工艺回收磷矿物,符合我国可持续发展战略对磷矿和磷肥工业立足国内资源的要求;符合国家提倡的在资源综合利用中,坚持“因地制宜,鼓励利用,多种途径,讲究实效,重点突破,逐步推广”的方针;遵循了资源利用与企业发展相结合,经济效益与环境效益、社会效益相统一的原则,积极推动资源节约和利用工作,努力提高资源的利用回收率,促进国民经济和社会事业健康发展。
通过对该中低品位胶磷矿选矿加工利用研究,为充分利用我国大量的中低品位们磷矿,起到了以点带面、推广应用的作用。对我国磷矿资源可持续发展和合理的综合利用,避免资源浪费具有深远意义。
第6章 结 论
1.湖北省南漳红星磷矿为沉积型磷块岩矿床。磷酸盐矿物以胶状磷灰石为主(俗称胶磷矿),及少量纤维状微晶磷灰石。胶磷灰石集合体粒度主要分布在0.02~2mm之间,胶磷矿颗粒中常混杂有颗粒极细的粘土矿物、碳酸盐矿物、铁质、碳质物、有机质等。碳酸盐脉石矿物白云石以碎屑的胶结物出现,少量呈细分散状分布于胶状磷灰石集合体中。
2.磷矿物的可选性较好,属易选矿石。但由于磷矿物和粘土矿物、碳酸盐、铁质、碳质、有机质等共生密切,磷精矿中的脉石矿物不易脱除,使得MgO含量较高。精矿筛析结果表明,精矿中MgO约80%集中在+200目产品中,说明磨矿细度偏粗,单体解离度不完全。
3.用硫酸作为反浮选抑制剂,流程考查指标为:原矿品位P2O523.97%,磨矿细度-200目69%,精矿品位P2O531.27%、MgO2.43%,精矿回收率89.58%;生产指标为:原矿品位P2O524.34%,磨矿细度-200目67.46%,精矿品位P2O532.02%、MgO2.17%,精矿回收率91.43%。
4.采用磷酸作抑制剂,工业调试流程考查指标为:原矿品位P2O525.90%,磨矿细度-200目58.8%时,精矿品位P2O533.82%、MgO<1.80%,精矿回收率94.13%。
5.该选矿厂工艺流程和药剂制度简单合理,技术可靠、操作稳定。生产调试中采用磷酸抑制剂的工艺指标优于硫酸抑制剂的指标,建议作磷酸抑制剂与硫酸抑制选矿和制酸的综合技术评价与经济效益分析,确定更加优化合理的选矿药剂制度。
6.建议将粗选尾矿直接抛掉,减轻扫选作业负担,改善选矿工艺过程,遵循“能丢早丢”的原则,增加原矿处理能力。
7.该选矿工艺为常温浮选,生产中磷浮选采用的捕收剂无毒、无污染,还具有极好的生物降解性能,不会对环境造成污染。
8.采用该浮选工艺流程及药剂制度,浮选车间每年可新增产值约4000万元,新增利润约1000万元,企业经济效益显著。
9.选矿厂生产运转后,由于回收了中低品位磷资源,使国家有限的磷资源得到了合理利用,符合我国可持续发展战略对磷矿和磷肥工业立足国内资源的要求,起到了行业示范作用。
10.本报告可作为该选矿厂生产运转的技术依据。
免责声明:矿库网文章内容来源于网络,为了传递信息,我们转载部分内容,尊重原作者的版权。所有转载文章仅用于学习和交流之目的,并非商业用途。如有侵权,请及时联系我们删除。感谢您的理解与支持。
